
※:測定基準とする11mmの真球体からの相対変位量として
【要旨】
パナソニック(株)は、独自の測定プローブ[1]を開発することにより、縦横100mm以内の平面の中にある、最小直径50μmの微細孔や、マイクロマシンセンサー[2]などの垂直壁面形状を±0.15μmの精度で、2mm/sの速度で測定できる超高精度形状測定機を開発しました。なお、本測定機は、2009年10月より、パナソニック ファクトリーソリューションズ(株)において「UA3P-Lシリーズ[3]」として受注を開始します。
【効果】
携帯端末や自動車など向けの部品やデバイス分野では、今後ますます小型化や高精度化が必要になります。これに対し本測定機は、部品およびデバイス自体、あるいはその製造用金型の内壁や外壁の形状を、サブミクロンオーダーで測定することが可能です。この結果、さらなる機器などの小型化や機能の高度化、あるいは生産効率の向上やリードタイム短縮を実現します。
【特長】
本測定機は以下の特長を有します。
- 0.3mNの微弱な(蚊が止まった時に、蚊の足から受ける程度の)力で、測定プローブを被測定物に一定して接触させることで、±0.15μmの高精度測定を実現しました。
- 測定機の除振構造の高度化および設置面積を1/2(当社比※※)にすると共に、測定機の除振性能を向上したため、製造現場へのインライン化を可能にしました。(※※:当社における同等計測対象サイズの測定機との比較)
- 基準面(水平面)のスポット測定と、壁面(垂直面)の連続測定を、装置の設定などの変更をせずに、連続した測定が可能になりました。
【内容】
本測定機は、以下の技術・構造で実現しました。
- 測定面と測定プローブ間で発生する、0.3mN程度の微弱な接触力を光学的に計測し、ステージとプローブの相対位置を制御する超高精度計測・サーボ制御[4]技術
- 測定機のフレーム構造及び除振性能周波数分析を行うことにより、最適な除振構造を実現した振動解析技術
- 被測定物の水平面と壁面を誤差なく測定するために、プローブ内の1枚のミラーに、壁面用光学系と水平面用光学系を配置した光学設計技術(図1参照)
【従来例】
測定プローブを用いた従来の接触式形状測定装置[5]の精度は、数μmが限度でした。またレーザー光などを用いる非接触式測定装置[6]では、光照射部と光検出部が必要で、これらをコンパクト化することは困難であると共に、測定部の表面状態あるいは測定領域が複数の物質である場合、それぞれの光反射特性が異なる可能性があり、測定値にバラツキが出る課題がありました。
【特許】
国内57件、海外17件 (出願中を含む)
【特長の詳細説明】
-
0.3mNの微弱な(蚊が止まった時に、蚊の足から受ける程度の)力で、測定プローブを被測定物に一定して接触させることで、±0.15μmの高精度測定を実現しました。
ミクロンオーダーの形状を測定する場合、わずかの力をかけても測定物に傷を与え、加工形状を劣化させる原因になります。
本測定機では、高精度フォーカスサーボ技術により、0.3mNの微小力を被測定物に、一定して与えつつ測定します。この結果、被測定物に傷を与える可能性を著しく低下させて、測定を行います。またこの測定結果より、形状データの他に幾何公差(平行度、直角度、円筒度、同軸度など)を算出できます。 -
測定機の除振構造の高度化および設置面積を1/2(当社比)にすることにより、測定機の除振性能を向上し、特別な測定室を不要にしました。
1ミクロンを切る測定精度を達成するために、従来の測定機は、自身からの振動ノイズの影響を避けるために、大きく、さらに高重量の石定盤を用いているため、測定機質量は1000kg以上になり、また大きな設置面積(2m2以上)が必要でした。さらに製造ライン中にある、他の製造機器から発生するノイズを防止するために、製造現場とは別の場所に、耐振工事をした測定室を準備する必要があり、投資額の増大や、作業効率を低下させる原因になっていました。
本測定機は、シミュレーションにより振動解析を行い、石定盤の形状を最適化すると共に、新設計の除振台の搭載と、振動緩衝層を設けることによるハイブリッド除振構造により除振性能を高めました。これにより、小型コンパクトでありながら、製造現場への設置を可能にした測定機を実現しました。 -
水平面(基準面)のスポット測定と、壁面(垂直面)の連続測定を、装置の設定などの変更をせずに、連続した測定が可能になりました。
水平面と垂直面を別々に測定する方法では、測定値の相互の相関がとれないといった問題があり、ミクロンオーダーの誤差の発生を避けることは、非常に困難です。
本開発では、測定物を固定したままで、水平面(基準面)の測定と垂直壁面を測定できるようにするプローブと光学系を開発したため、測定誤差の発生を抑え、サブミクロン精度の測定を実現しました。
【内容の詳細説明】
-
測定面と測定プローブ間で発生する、0.3mN程度の微弱な接触力を光学的に計測し、ステージとプローブの相対位置を制御する超高精度計測・サーボ制御技術
測定物に接触するプローブから受ける接触力が0.3mNとなるようにプローブの傾き角度を一定に保ち計測を行います。この測定機では、プローブの傾き角度を常に一定に保ちながら連続して計測可能な光学的サーボ制御技術を導入し、サブミクロン精度の高精度測定を可能にしました。 -
測定機のフレーム構造及び除振性能周波数分析を行うことにより、最適な除振構造を実現した振動解析技術
実装機、ロボットや光学測定装置の設計製造で体系化した振動解析技術を駆使し、フレーム構造や石定盤の最適化を行うと共に、ハイブリッド除振構造を導入することにより、耐振性の高い測定機を実現しました。 -
被測定物の水平面と壁面を誤差なく測定するために、プローブ内の1枚のミラーに、壁面用光学系と水平面用光学系を配置した光学設計技術
本測定機では、図1に示すように、傾き測定用レーザーと上下位置測定用レーザーを有します。垂直壁面用としては、測定プローブ上端のミラーの傾きを傾き検出用光学素子にて検知します。水平面用としては、上下位置測定用光学検出素子にて、上下位置を検知します。これら2つの検出を実現する光学設計技術により、測定物を置き換えることなく、水平面を基準とした垂直壁面の測定評価ができるようになりました。
【用語の説明】
- [1]プローブ
- 垂直壁面を横方向から0.3mN程度の微弱な(蚊が止まった時に、蚊の足から受ける程度の)力で接触して、連続スキャン測定する当社開発のプローブのことです。測定物を水平面で断面を見た場合、水平面方向なら360度どの方向からでも、フォーカスサーボが追随します。
- [2]マイクロマシンセンサー
- 半導体のシリコン加工技術や微細機械加工技術により微小化した機構によるセンサーのことです。多くのものは、物理量(エネルギー)を電気信号に変換し、圧力センサー、角速度センサー、加速度センサーなどがあります。
- [3]UA3P-Lシリーズ
- 当社の従来の超高精度三次元測定機UA3Pのラインナップのこと。“L”は、Light、Layout-Free、In-Lineの“L”を意味し、コンセプトとしては以下の3つがあります。
(1)新測定工法:微小穴側面の形状など困難な測定にLight(光明)。
(2)小型(低フットプリント):狭い製造現場にLayout-Freeに設置。
(3)耐振動性:加工機のある製造現場※※※にIn-Lineで設置。※※※:加工機からオイルが空中に浮遊しない対策をしていることが前提。 - [4]サーボ制御
- 位置や角度の制御量と目標値を連続して比較し、制御量が目標値に追随するように変化させるフィードバック制御のことです。
- [5]接触式形状測定装置
- 一般的な三次元測定機のことであり、安定して接触するプローブを有し、上下左右前後の移動量を検知します。このプローブは、XYZ軸方向のいずれにもエアスライドとリニアスケールを内蔵させる大掛かりなものです。測定物からの反発力によりエアスライドを動かすため、測定面にかかる力は1mN以上が必要で、さらにスライド部のガタや、プローブ全体にひずみが発生するので、精度は1μm以上になります。
- [6]非接触式測定装置
- レーザーなどを光源とし、光照射部から発せられた光を被測定物表面で反射させ、受光検出部でこの光を検知します。この結果、三角測量の原理を適用することで、被測定面までの距離を測定するものです。しかし、傾きの測定については、傾きがある面を検知したとしても、それが傾きなのか距離なのか明確に区別することは困難で、反射面の表面状態や材質により、散乱するなどの問題があります。
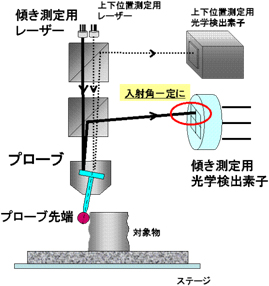
図1.壁面測定と水平面測定を両立する光学系





